
Dlaczego opłaca się inwestować w systemy kontroli rentgenowskiej? Wykrywanie ciał obcych lub monitorowanie poziomu napełnienia: Detektory X-ray nadają się do wielu zastosowań w przemyśle.
Zastosowanie systemów kontroli rentgenowskiej w przemyśle spożywczym znacznie wzrosło w ciągu ostatnich kilku lat. Systemy te okazały się dobrą inwestycją w bezpieczeństwo, integralność i jakość produktów. Ich zdolność do wykrywania ciał obcych w produktach i niezawodnego odrzucania ich z linii produkcyjnej lub pakującej promuje zgodność z normami branżowymi, takimi jak HACCP, IFS i BRC, chroni wizerunek marki i pomaga uniknąć kosztownego wycofywania produktów z rynku.
Detektory rentgenowskie nie tylko wykrywają produkty zanieczyszczone metalem, szkłem, gumą, kamieniami, niektórymi plastikami lub odłamkami kości. Umożliwiają one również przeprowadzanie kontroli jakości na linii produkcyjnej, w tym określanie masy, liczenie komponentów, wykrywanie brakujących lub wadliwych produktów, monitorowanie poziomu napełnienia i sprawdzanie integralności opakowania produktu.

Portfolio produktów Systemy rentgenowskie
System kontroli rentgenowskiej
System kontroli rentgenowskiej Dypipe

System kontroli rentgenowskiej
Dymond Bulk

Rozwiązania w zakresie inspekcji
System kontroli rentgenowskiej Dymond DSV
![[Translate to Polskie:] Product image of model Dymond DSV](/fileadmin/_processed_/2/c/csm_inspection-solutions-dymond-dsv-right-focused_b721a45b94.png "[Translate to Polskie:]")
Rozwiązania w zakresie inspekcji
Dymond S

Rozwiązania w zakresie inspekcji
Dymond D

System kontroli rentgenowskiej
Dymond

System kontroli rentgenowskiej
System inspekcji rentgenowskiej Dylight

Oferujemy szeroką gamę detektorów rentgenowskich
All our X-ray units are characterised by the following product features:
✔ Intuicyjna obsługa za pomocą interfejsu użytkownika opartego na ikonach
✔ Wysoka wydajność wykrywania przy maksymalnych prędkościach taśmy
✔ Rozwiązania wielotorowe – kontrola do 8 linii za pomocą jednego detektora
✔ Zintegrowana kompatybilność sieciowa umożliwia zdalny dostęp dla techników
✔ Wydajne interfejsy, w tym USB i Ethernet, ułatwiają integrację z sieciami danych. Opcjonalnie również poprzez OPC-UA i SPC@Enterprise.
Lampa z góry czy z boku: Który system kontroli rentgenowskiej jest odpowiedni dla Ciebie? Systemy kontroli X-ray Topshooters: Skuteczna kontrola płaskich opakowań jednostkowych
System typu top-down shooter jest najbardziej rozpowszechnionym systemem kontroli rentgenowskiej żywności. Detektory X-ray znajdują się zwykle na końcu linii pakowania i kontrolują płaskie opakowania jednostkowe. Ponieważ mniejsza głębokość produktu w płaskich opakowaniach pozwala uzyskać lepszą czułość wykrywania, najbardziej odpowiednia jest tu kontrola pionowa. Z reguły system kontroli rentgenowskiej w tym punkcie linii pakowania ma własny przenośnik taśmowy i zintegrowany system odrzucania.


Detektor rentgenowski Dylight
Jako prawdziwe rozwiązanie typu "plug and play", detektor Dylight łączy wszystkie funkcje w jednym kompaktowym urządzeniu. Jest idealny do kontroli małych produktów, takich jak przekąski, batony energetyczne i słodycze. Dalsze cechy produktu:
- Dzięki szerokości wynoszącej zaledwie 1 metr, to niewielkie urządzenie może zostać zintegrowane z linią pakującą nawet w przypadku niewielkiej ilości dostępnego miejsca.
- W komplecie ze zintegrowanym separatorem i pojemnikiem na zanieczyszczone lub wadliwe produkty.

Detektor X-ray Dymond 40/80/120/160
Seria detektorów rentgenowskich Dymond jest wyjątkowo wszechstronna. 4 modele oferują rozwiązania dla najbardziej powszechnych zastosowań kontroli produktów pakowanych. Dzięki szerokości taśmy do 800 mm nadaje się dodatkowo do zastosowań wielotorowych z maksymalnie 8 torami.
- Niezawodna kontrola dzięki wysokiej czułości wykrywania
- Maksymalne bezpieczeństwo: Dymond wykrywa ciała obce i sprawdza poziom napełnienia
- Prosta integracja poprzez SPC@Enterprise, OPC-UA, Modbus i Ethernet

Detektor rentgenowski Dypipe
Dypipe gwarantuje nowy poziom bezpieczeństwa i elastyczności w procesie produkcji lepkich i płynnych produktów. System można wyposażyć w różne separatory, połączenia i opcje montażu, które oferują niezrównaną elastyczność i sprawiają, że jest to idealne rozwiązanie dla linii produkcyjnej. Innowacyjny podajnik próbek testowych zapewnia najwyższą jakość produktu i testowanie na bieżąco podczas pracy, bez konieczności zatrzymywania linii.
- Separator z zaworem kolankowym o higienicznej konstrukcji
- Wiele interfejsów, takich jak OPC UA, Ethernet IP i SPC@Enterprise, toruje drogę do większej produktywności.
- Łatwo otwierany separator z zaworem łukowym (ABV) zaprojektowany specjalnie do zastosowań mięsnych.
- Tryb nauki produktu i indywidualne poziomy operacyjne zapewniają maksymalną elastyczność i łatwość użytkowania.
Systemy kontroli rentgenowskiej Sideshooters: Optymalny wybór dla produktów o większej wysokości
Systemy kontroli rentgenowskiej typu sideshooter są stosowane w przypadku produktów pakowanych, których wysokość przekracza szerokość. Również w tym przypadku założeniem jest przeprowadzenie produktu najbardziej płaską stroną przez wiązkę promieniowania rentgenowskiego. Boczny system kontroli rentgenowskiej jest wyposażony w generator promieniowania rentgenowskiego, który skanuje produkt równolegle do powierzchni i w poprzek kierunku ruchu taśmy przenośnika. Zaletą tych systemów jest możliwość wykorzystania istniejącego przenośnika taśmowego, ponieważ nie jest on widoczny w obszarze kontroli wiązki rentgenowskiej. Nie ma potrzeby stosowania dodatkowych punktów transferu między przenośnikiem taśmowym a napędem. Upraszcza to instalację i integrację z istniejącą linią pakowania.


Detektor rentgenowski Dymond S
Detektor X-ray Dymond S łączy wysoką czułość wykrywania z niskim zużyciem energii. Opcjonalnie urządzenie może być dostarczone w konfiguracji zakrzywionej. Idealne rozwiązanie w przypadku bardzo ograniczonej przestrzeni. Wszystkie urządzenia Dymond S są standardowo wyposażone w...
- ...zintegrowaną chłodnicę Nema 4X ułatwiającą czyszczenie
- ...generator monoblokowy o mocy 500 W zapewniający wysoką przepustowość oraz niskie nakłady na instalację i konserwację.
- ...bandy boczne do prowadzenia i osłony produktu.

Detektor rentgenowski Dymond D
Dymond D to system kontroli rentgenowskiej, który wytwarza dwa obrazy rentgenowskie pod kątem 90 stopni. Niezależnie od tego, czy jest to puszka, opakowanie kartonowe Tetra Pak czy szklany słoik - maksymalne bezpieczeństwo zapewniane przez wielostronną fluoroskopię otwiera przed producentami wiele możliwości w zakresie projektowania produktów.
- Maksymalna moc inspekcji dzięki technologii podwójnej wiązki: 2 × 90 kV, 9 mA
- Dymond D jest wyposażony w niestandardowy podajnik produktu, przegrodę i urządzenie ekranujące.
Systemy kontroli rentgenowskiej do materiałów sypkich
Dla wszystkich towarów, które są wprowadzane "prosto z pola" do procesu produkcyjnego, Dymond Bulk oferuje możliwość skutecznego wykrywania i eliminacji wszelkiego rodzaju ciał obcych.
Detektor rentgenowski Dymond Bulk
Doskonała skuteczność wykrywania surowców takich jak warzywa, orzechy, suszone owoce lub zboża
- Najwyższa czułość wykrywania zapewniająca bezpieczeństwo produktów i maszyn
- Intuicyjna obsługa
- Serwis na całym świecie, w tym zdalne wsparcie
- Wydajne interfejsy ułatwiające integrację z sieciami
Najczęściej zadawane pytania
Od jak dawna istnieją systemy kontroli rentgenowskiej i w jakich obszarach są stosowane?
Odkąd Wilhelm Conrad Rontgen odkrył "niewidzialne promienie" w dniu 8 listopada 1895 r., diagnostyka rentgenowska zyskała ugruntowaną pozycję w wielu dziedzinach. Obecnie promieniowanie rentgenowskie jest wykorzystywane nie tylko do celów medycznych, ale także wspiera przemysł spożywczy w dążeniu do zapewnienia jakości i bezpieczeństwa żywności.
Technologia rentgenowska oferuje niezawodną metodę kontroli żywności. Służy do wykrywania ciał obcych w produktach lub badania wewnętrznej struktury żywności. Jako część koncepcji HACCP (Analiza Zagrożeń i Krytycznych Punktów Kontroli) pomaga sprostać rosnącym wymaganiom konsumentów i organów regulacyjnych.
Detektor rentgenowski może identyfikować różne ciała obce, takie jak metale, szkło, guma, kamienie, a nawet niektóre rodzaje tworzyw sztucznych. Wykonanie zdjęcia rentgenowskiego nie pozostawia żadnych śladów na produkcie. Dlatego metoda ta jest preferowana w przypadku pakowanych produktów gotowych - zwłaszcza tych w butelkach, puszkach, słoikach i torebkach.
W ostatnich latach detektory X-ray stały się bardziej wydajne, niezawodne i przyjazne dla użytkownika. Niektóre urządzenia nie tylko wykrywają ciała obce, ale także sprawdzają waga, liczbę składników produktu, wysokość napełnienia lub integralność zgrzewu opakowania. Dzięki postępowi technologicznemu nowoczesne systemy kontroli rentgenowskiej przyczyniają się do obniżenia kosztów produkcji.
Jak działa detektor rentgenowski w przemyśle?
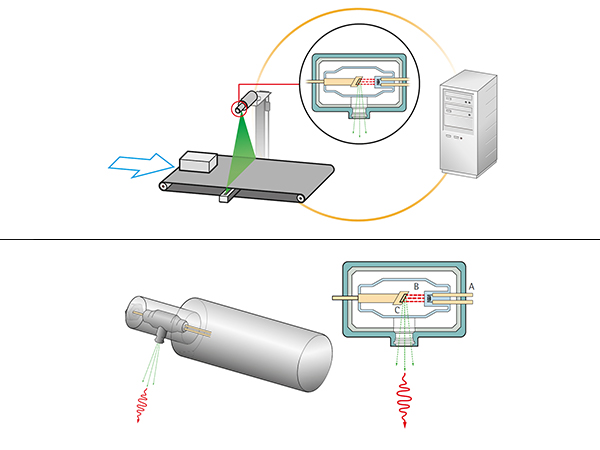
Detektor X-ray składa się z trzech podstawowych komponentów: generatora, detektora i modułu przetwarzania obrazu, a także mechaniki i technologii przenośników. Specjalne konfiguracje sprzętowe są dostępne dla różnych obszarów zastosowań, umożliwiając wykorzystanie głównych komponentów w wielu różnych aplikacjach.
W swojej najprostszej formie, nowoczesne lampy rentgenowskie składają się z następujących elementów:
Struktura generatora
- Szklana koperta
- Katoda grzewcza
- Anoda miedziana
- Tarcza wolframowa
Wszystkie komponenty znajdują się w próżni w szczelnym szklanym lub ceramicznym korpusie. Katoda grzewcza służy jako źródło elektronów i składa się z żarnika wolframowego, który świeci pod wpływem prądu elektrycznego.
Przyłożenie wysokiego napięcia (kV) między miedzianą anodą a katodą grzewczą powoduje przyspieszenie elektronów i ich ruch w kierunku tarczy wolframowej. Prąd elektronów w tym punkcie nazywany jest prądem lampy rentgenowskiej (mA). Gdy elektrony uderzają w tarczę wolframową, zostają znacznie spowolnione. To spowolnienie powoduje emisję promieniowania rentgenowskiego. W generatorze promieniowania rentgenowskiego Rura jest ekranowana ołowiem lub miedzią. Użyteczne promieniowanie rentgenowskie opuszcza generator przez mały otwór (patrz czerwone fale na rysunku).
Generowanie użytecznego promieniowania rentgenowskiego uwalnia ciepło i powoduje konieczność chłodzenia generatora. Dlatego generator promieniowania rentgenowskiego jest często umieszczany w obudowie wypełnionej cieczą chłodzącą, taką jak olej. Rozpraszanie ciepła jest często wspomagane przez żebra chłodzące. Wymóg chłodzenia wynika z mocy generatora i temperatury otoczenia.
Ogólnie rzecz biorąc:
- W przypadku detektorów rentgenowskich o mocy od 65 W do 100 W do cyrkulacji ciepłego powietrza wystarczą zwykłe wentylatory.
- Wydajne klimatyzatory są stosowane w urządzeniach o mocy od 100 W do 320 W.
- W przypadku detektorów o dużej mocy 1000 W i większej wymagany jest system pomp z aktywnym chłodzeniem wodnym.
Czułość wyszukiwania systemów kontroli rentgenowskiej w środowisku przemysłu spożywczego

Kontrola rentgenowska poszukuje ciał obcych, które pochłaniają większą ilość promieniowania niż kontrolowany produkt. Niezawodne wykrywanie ciał obcych jest zatem możliwe tylko wtedy, gdy mają one stosunkowo większą gęstość.
Wiele produktów spożywczych, takich jak owoce i warzywa, jest na bazie wody lub bazuje na wodzie ze względu na ich naturalną strukturę. W związku z tym mają one gęstość podobną do wody (1000 kg / m3). Pod względem ciężaru właściwego odpowiada to wartości 1,0 g/cm3. Wartość ta jest zwykle używana jako punkt odniesienia.
Poniższa tabela ilustruje wykrywalność typów materiałów. Materiały oznaczone kolorem czerwonym nie mogą być normalnie wykryte, ponieważ ich gęstość jest zbyt niska lub prawie taka sama jak gęstość produktu. Materiały oznaczone kolorem zielonym można wykryć ze względu na ich większą gęstość. Tabela jest posortowana malejąco według gęstości. Im wyżej dany materiał znajduje się w tabeli, tym wyższy jest współczynnik tłumienia, a tym samym elementy te są lepiej wykrywane w żywności. Oznacza to również, że mniejsze cząsteczki mogą być łatwiej wykryte.
Uwaga: Podczas definiowania czułości wykrywania dla systemu zarządzania jakością należy również określić gęstość materiałów, które stanowią zagrożenie zgodnie z analizą ryzyka. Na przykład nie każde szkło jest takie samo: na przykład szkło ołowiowe ma gęstość 3,5 - 4,8 g/cm3. Z kolei szkło sodowo-wapniowe (zwane również szkłem sodowo-wapniowo-krzemionkowym, najpopularniejszy materiał na szklane pojemniki, takie jak butelki lub szklane słoiki) mają gęstość 2,52 g/cm3. Oczywiste jest, że bezwzględna czułość wykrywania tych dwóch rodzajów szkła znacznie się różni. W związku z tym należy zadbać o to, aby w celu zdefiniowania czułości wyszukiwania urządzenia do kontroli rentgenowskiej oceniane były dokładnie te materiały, które faktycznie stanowią zagrożenie w środowisku produkcyjnym.
White Paper
Więcej informacji na temat technologii kontroli rentgenowskiej można znaleźć w naszym opracowaniu technicznym "Kontrola rentgenowska w produkcji żywności: wymagania, technologia i zalecenia dotyczące zastosowań".
Skontaktuj się z nami
